Etoile du brasseur
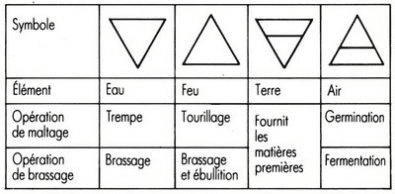
On la retrouve dans presque toutes les brasseries, artisanales ou non et même sur les étiquettes et enseignes des anciennes brasseries. Son histoire remonte à 1397. Elle n’a aucun rapport avec l’étoile de David présente dans la culture judaïque. Elle est le produit de l’assemblage des 4 symboles alchimiques qui représentent les 4 éléments nécessaires au brassage : l’eau, le feu, la terre , l’air.
Air + Eau = germination
Eau + Chaleur = saccarification
Chaleur + Air = fermentation
On peut donc se poser la question suivante : un brasseur est-il un artisan ou un alchimiste qui maitrise la vie (les levures) et transforme les choses (le mout en bière) ?
Il est à noter qu’à partir de 1897 (congrès de Bâle) l’étoile à 6 branches est reconnue comme symbole judaïque. L’étoile des brasseurs s’utilisera désormais à 5 branches.
Brassage : fabrication du mout
Concassage
Grains de malt concassés pour libérer la farine et les enzymes qu’ils contiennent. Ces enzymes sont des molécules qui vont mobiliser les réserves glucidiques et protéiques faites dans le grain. Lors du maltage de l’orge qui consiste à faire germer le grain puis à le sécher pour stopper la germination, les réserves du grain ont été mobilisé ainsi que les enzymes nécessaires à la croissance de la future pousse. On obtient une mouture plus ou moins grossière.
Empâtage
la cuve-matière est remplie d’un peu d’eau puis le malt concassé est transféré dans la cuve en présence d’eau, tout en agitant le mélange. Une quantité adéquate d’eau est ajoutée au malt, afin de ne pas diluer ou de concentrer le moût obtenu suite au brassage. Le mélange malt concassé et eau est appelé maïsche.
Brassage
Opération qui consiste à chauffer et maintenir le mélange obtenu lors de l’empâtage à différents paliers de température. Un diagramme temps-température est suivi lors de cette étape, qui peut varier d’une recette à l’autre. On obtient la maische (eau, farine, écorce de grain).
Filtration du moût
Etape au cours de laquelle on sépare le moût des drêches dans une cuve-filtre (la filtration se fait par le bas de la cuve et par gravité) : on lave plusieurs fois de suite la maische (mélange du moût et des drèches) jusqu’à ce que le liquide extrait coule clair (appréciation visuelle). Puis on ajoute de l’eau chaude sur les drêches pour les laver. Le liquide qui s’écoule va devenir de plus en plus clair et de moins en moins concentré en sucres .
Drèches
Déchets de malt mélangés au moult obtenu par le brassage du malt. Les drèches sont très appréciées des bovins et tous les animaux polygastriques mais on peu aussi les utiliser pour élaborer des biscuits d’apéritif et des gâteaux.
Houblonnage
Technique qui consiste à ajouter du houblon lors de la cuisson du moût afin d’obtenir une amertume caractéristique de la bière. Le houblonnage est souvent réalisé en trois temps, avec une addition de houblon amérisant en début de cuisson, puis de houblon aromatique en fin de cuisson. La dose de houblon doit être assez précise afin de ne pas dénaturer le goût de la bière.
Houblon
« Humulus Lupulus » nom latin du houblon, signifie « plante du loup » car elle pousse à l’état sauvage dans la campagne. C’est une herbe grimpante, de la famille du chanvre, cousine du cannabis et de l’ortie. Utilisée dans la bière et pouvant atteindre jusqu’à 10 mètres (et pousser jusqu’à 30 cm en une seule nuit !). On retrouve deux grandes familles de houblons : les Amérisants et les Aromatiques. Le Houblon amérisant est ajouté en début d’ébullition, c’est lui qui va apporter l’amertume à la bière et qui va permettre à la bière de se conserver dans le temps. Le houblon aromatique quant à lui est ajouté en fin d’ébullition et permet d’extraire les arômes de la plante. Il existe un très grand nombre de houblons pouvant apporter des arômes complétement différents : fruits exotiques, mure, pêche, pamplemousse, bois, herbes, fleurs… C’est au brasseur de sélectionner ses houblons afin de confectionner ses recettes.
Ebullition
Cette étape permet principalement de stériliser la future bière, de faire coaguler les protéines (afin d’obtenir une bière stable et claire) et de stopper l’activité enzymatique. C’est ici que l’on ajoute les Houblons amérisants car ils y subissent l’isomérisation qui permet de générer l’amertume.
Refroidissement
Le moût est à plus de 100° C ! Il faut le ramener à 25 ° C afin que les levures puissent faire leur travail correctement. Pour cela, on utilise un refroidisseur à plaques qui permet de transférer la chaleur du moût à l’eau qui sera utilisée pour la dernière étape de la journée d’un brasseur : le nettoyage. Depuis très longtemps, les brasseurs ont toujours essayés de récupérer l’énergie utilisée à certaines étapes.
Fermentation et Maturation
Levures
Ce sont des champignons qui produisent la fermentation alcoolique en transformant le sucre en alcool et gaz carbonique dissous. Les différences entre les levures permettent d’apporter aux bières des caractères spécifiques. Certaines bières sont fermentées plusieurs fois.
Fermentation haute
C’est un type de fermentation utilisé dans le brassage de la bière. Il nécessite l’adjonction dans le moût de levure « haute », qui transforme le glucose en alcool et en gaz carbonique. La fermentation a lieu durant 3 à 8 jours à une température de 18 à 25 degrés. Lorsque la levure haute a épuisé le glucose (maltose et sucres simples) elle commence à sédimenter dans le fond du fermenteur.
Maturation
Le brassin est refroidi à la température de garde, 2 à 3ºC, dans le tank de fermentation. La garde sert à la maturation de la bière, les arômes se développent et s’affinent tandis que les faux goûts s’estompent et disparaissent.
Filtration
Une fois la bonne maturation atteinte, le brassin est filtré afin de le débarrasser des dernières particules en suspension. Cela lui donne ra de la transparence, très appréciée par les amateurs de bières. Pour cela, on peut utiliser des filtres à plaques (différentes couches de filtres papiers) ou un système Kieselguhr, qui utilise des diatomées (terres très fines) comme substrats filtrants.
Maltage – Fabrication du malt, matière première de la brasserie
Préparation de l’orge
L’orge brute de qualité brassicole est soumise à diverses opérations de nettoyage, de triage et de calibrage. Elles ont pour but l’obtention de grains d’orge de dimensions uniformes, débarrassés de tous corps étrangers et des grains détériorés impropres à la germination. Le nettoyage peut être réalisé par un tarare, le tri et calibrage par un trieur.
Trempe
Le trempage fournit aux grains l’eau et l’oxygène nécessaires à la germination. A l’issue de cette opération, leur pourcentage d’humidité est ainsi porté de 15 à 45 %. L’eau apporte au grain l’humidité qui doit déclencher la germination, mais ne fournit que très peu d’oxygène. Il faut donc donner de l’oxygène au grain en aérant tout simplement celui-ci en alternant les passages sous eau et des passages sous air. La durée de trempage est de 2 ou 3 jours, en fonction de la variété de l’orge et de le température.
Germination
A pour objet de libérer dans le grain les enzymes indispensables aux transformations que doit subir le grain pendant le maltage (désagrégation, formation de sucres, solubilisation des matières azotées) et pour le travail ultérieur du brassage (saccharification de l’amidon, dégradation des matières azotées).
Trois conditions s’avèrent nécessaires pour que la germination puisse s’effectuer de façon régulière :
- Il faut que le grain soit suffisamment humide. Cette humidité doit être maintenue à 45 % pendant toute la germination. L’eau ainsi présente permet à la germination de se prolonger pendant huit jours sans qu’il y ait dessiccation.
- Le grain doit se trouver en atmosphère suffisamment oxygénée. Comme il y aura absorption d’oxygène et dégagement de gaz carbonique, il faudra assurer pendant la germination une aération suffisante pour éviter l’asphyxie du grain.
- La température doit être maintenue dans des limites convenables pour obtenir une germination lente et régulière : entre 10 et 20°C.
La germination du grain d’orge se caractérise par l’apparition puis le développement sur le grain, de ce qui serait la racine de la future plante. Parallèlement la plumule (germe) s’allonge sous l’enveloppe et apparaît à l’autre extrémité. Lors de la germination, l’amylase contenue dans les cellules de l’orge « digèrera » l’amidon pour en faire des sucres plus simples tels que le maltose et le glucose. La réaction qui se produit est semblable à celle du brassage, on a l’action des amylases A et B; c’est donc lors de la germination que se déclenche l’activité enzymatique, mais avec un taux relativement faible. En effet, ce n’est qu’environ 5% de l’amidon de l’orge qui seront transformés en sucres rapides. Ces sucres sont nécessaires pour nourrir le germe. Ce dernier atteint sa maturité lorsque tous les sucres ont été consommés. C’est pour cela que la germination doit être interrompue à un instant précis, de façon à ce qu’il reste assez de sucres pour la fabrication de la bière. Elle est donc stoppée lorsqu’il y a suffisamment d’enzymes pour dégrader l’amidon et les protéines restantes. A cet instant, le malt contient 7,5% à 10% de sucres. Dans les conditions standards, pour obtenir une désagrégation optimale du grain, la germination dure 4-5 jours à 15-20°C. Le temps de germination est un compromis permettant d’atteindre un niveau suffisant d’hydrolyse des protéines et de biosynthèse des amylases tout en limitant les pertes de réserves par la respiration et la croissance de l’embryon. Le produit obtenu à la fin de la période de germination est appelé malt vert
Touraillage
Opération nécessaire pour donner à la bière toute sa flaveur. Il permet d’arrêter la germination en tuant l’embryon. Cela permet également de réduire l’humidité des grains, d’inactiver les enzymes d’intérêt sans les détruire et de développer l’arôme et la couleur du malt. L’humidité passe de 45 % à 3 %. Le touraillage dure environ 35 heures. Pendant les 30 premières, les grains sont chauffés à une température relativement faible (environ 45°C). Il n’y a pas de risques que l’amidon soit dégradé car il n’y a pas assez d’un à l’intérieur du grain pour que la réaction se produise. Au bout des 30 heures, la température augmente brusquement. C’est ce que l’on appelle le « coup de feu ». Si les étapes précédentes sont essentiellement des étapes de préparation du grain aux étapes ultérieures, le rôle du touraillage est tout autre. Le type de la bière (blonde, brune, caramélisée…) dépendra de l’intensité de chaleur de la 2ème étape de chauffage des grains.
Traitement du malt
Le maltage terminé, les radicelles qui donnent une saveur amère à la bière sont éliminées. Les grains ainsi obtenus forment le malt tel qu’il est stocké pour son utilisation en brasserie. Il faut compter 122kg d’orge issu des champs pour obtenir 100kg de malt fini. Le malt fraîchement touraillé contient entre 1% et 4% d’humidité. Ce produit est très hygroscopique et toutes les mesures doivent être envisagées pour éviter la prise d’humidité. La température au stockage doit être inférieure à 25°C afin d’éviter toute augmentation de la couleur dans les silos sans aération. Le malt peut être stocké pendant un à deux ans dans les meilleures conditions.